




Профилегибочная машина XINYUE CZL-16NCS 24NCS 36NCS CL-48NCS



Спецификация
| Технический параметр | Единица измерения | ЦЗЛ-16NCS | ЦЗЛ-24NCS | ЦЗЛ-36NCS | CL-48NCS |
| Длина загруженного инструмента | Дюйм | 16 | 24 | 36 | 48 |
| Макс.Модуль | m | 1,0 | 1,25 | 1,75 | 2.0 |
| Макс.Диаметр зубьев | mm | 22 | 40 | 50 | 60 |
| Длина заготовки | mm | 800 | 800 | 800 | 800 |
| Цилиндричность | mm | 0.01 | 0,015 | 0,015 | 0,02 |
| Шероховатость | μm | 0,4-1,6 | 0,4-1,6 | 0,4-1,6 | 0,4-1,6 |
| Макс.Длина рулона | mm | 60 | 100 | 120 | 160 |
| Профилегибочный коэффициент мощности | mm | 35 | 50 | 70 | 160 |
| Обратите внимание: максимальная длина обрабатываемой детали может быть изменена / пожалуйста, свяжитесь с нами для получения подробной информации о производительности. | |||||
Характеристика
1. Суммарная регулировка окружного шага
Это новшество может легко компенсировать отклонение симметрии инструмента, что полностью решает проблемы, которые приходится решать путем утомительной механической регулировки или регулировки прокладок.Может быть достигнута лучшая кумулятивная точность окружного шага.
2. Оптимизированная синхронизация основного раздвижного стола
В системе управления используются наномасштабные вычисления, что делает производительность синхронизации лучше, чем синхронизация передач или синхронизация коробки передач.
3. Многоэтапное профилирование с ЧПУ.
Полный станок с ЧПУ может выполнять многоступенчатую профилирование с различными параметрами на одной и той же заготовке, которую можно назвать королем профилирования.
4. Моторный привод с ЧПУ, низкое энергопотребление
По сравнению с гидравлическим приводом привод с ЧПУ может сэкономить 70% энергии, что соответствует современным требованиям.Так что это действительно низкое потребление и высокоэффективное оборудование.
5. Высокая производительность, меньше процедур
Многоступенчатая технология обработки снижает трудоемкость и дает возможность одному человеку управлять несколькими устройствами;это также уменьшает поток продуктов, использует меньше процедур и уменьшает конфликты продуктов.
6. Вертикальная структура
Основные салазки перемещаются вертикально и симметрично, что способствует удалению стружки и охлаждению заготовки, а также значительно снижает износ направляющей;кроме того, компактная вертикальная структура привода с ЧПУ значительно снижает занимаемую площадь.
7. Общая конструкция рамы
Шестигранное опорное соединение рамы значительно повышает общую жесткость корпуса станка и улучшает устойчивость станка.
8. Гуманизированный рабочий интерфейс
Система может отображать информацию об ошибках, количество обработок, время, сохранять программу, определять общую длину заготовки, предотвращать сбой или пустой зажим, самообучаться и т. д.
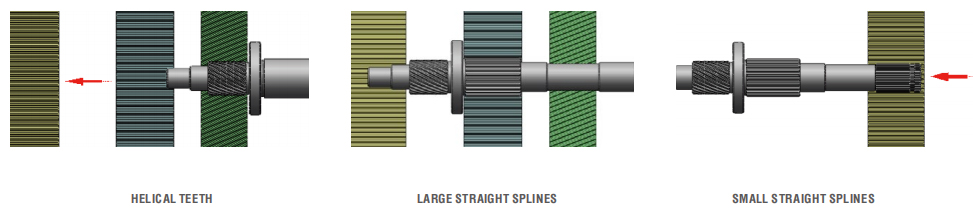
Детали, обработанные профилегибочной машиной
Подходит для прямых зубьев и винтовых зубчатых колес на различных частях вала, таких как вал редуктора, универсальный шарнир с постоянной скоростью, шлицевой вал, вал двигателя, текстильный ролик, пружинный торсион, рулевой механизм, коленчатый вал и т. д.

Профилегибочная машина Профилегибочная машина
Многоэтапный процесс формирования рулона
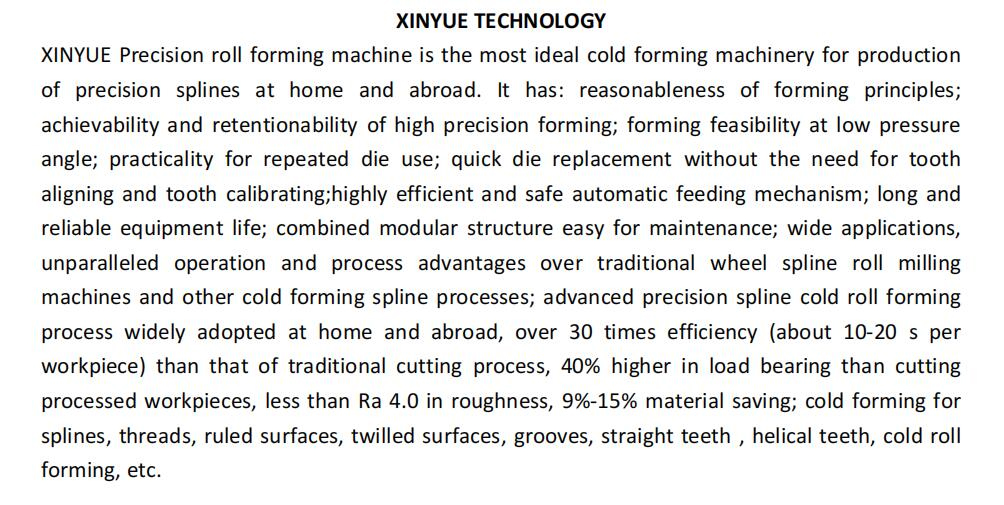
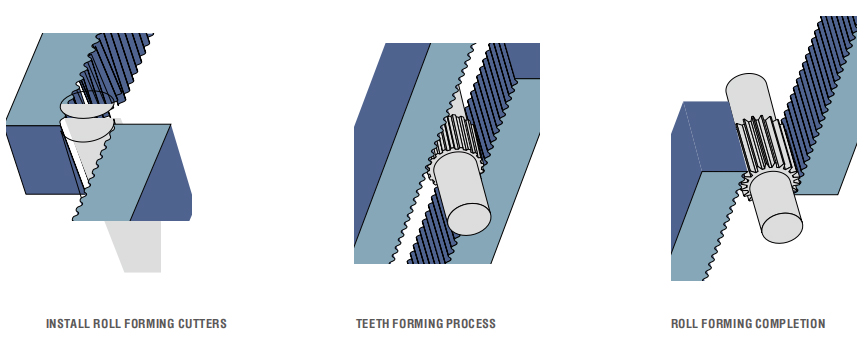
Принципы обработки
Принципы холодной прокатки заключаются в том, что профилирующие штампы, установленные на подвижном столе, совершают противоположное прямолинейное движение.Шлицы заготовки формируются за счет увеличения количества зубьев профилегибочных ножей, а окончательная точность формования и стабильность шлицов достигаются за счет жесткого расстояния между двумя роликовыми резцами.Противоположные линейные движения профилегибочных ножей приводятся в действие гидравлической машиной, а высокая синхронизация двух профилегибочных ножей гарантируется зубчатыми рейками.Синхронизация двух профилегибочных ножей обеспечивается шарико-винтовой передачей станка с ЧПУ.(Его точность синхронизации выше).


